Cutting data calculator
For each milling or turning machine, it’s very important to choose the right cutting parameters. A wrong choice results in much faster tool wear and higher costs. How do you choose the right cutting parameters? The parameters we look for most often are n = revolutions – and F = feed.
Turnover calculator
tools n
The cutting parameter calculator n will allow you to easily calculate the spindle speed, i.e. the number of revolutions per minute. Enter the tool diameter and cutting speed.
Tool revolutions n
To calculate tool rotations n we need to know the cutting speed Vc, in other words the number of rotations of the cutting blade, given in meters per minute.
\[Vc=\frac{d * π * n}{1000}\]
where
d – diameter of the tool or workpiece, given in mm.
After the transformation, we get the formula
for revolutions n:
\[n=\frac{Vc * 1000}{ π * d }\]
Too slow cutting speeds lead to edge build-up and blunting, while too fast results in quicker insert wear, deformation and poor finish.
Tool feed calculator F
The tool feed rate calculator F allows you to calculate the feed rate of one cutting edge. This depends on the number of blades on your tool (Z) and the rate of rotation (n).
Znając prędkość obrotową n, można obliczyć dopasowany do niej posuw F.
F =
Fz * n * Z
gdzie:
f – posuw narzędzia,
fz – posuw na jedno ostrze,
Z – ilość ostrzy narzędzia,
n – obroty narzędzia lub detalu obrabianego.
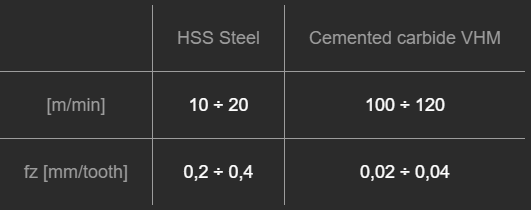
| Stal HSS | Węglik spiekany VHM | |
|---|---|---|
| [m/min] | 10 ÷ 20 | 100 ÷ 120 |
| fz [mm/ostrze] | 0,2 ÷ 0,4 | 0,02 ÷ 0,04 |
By knowing the speed n, you can calculate the feed rate F.
\[F=Fz * n * Z\]
where:
f – tool feed,
fz – feed on one blade,
Z – number of tool blades,
n – tool or workpiece revolutions
|
|
Stal HSS
|
Węglik spiekany VHM
|
[m/min]
|
10 ÷ 20
|
100 ÷ 120
|
|---|---|---|
|
fz [mm/ostrze]
|
0,2 ÷ 0,4
|
0,02 ÷ 0,04
|
Znając prędkość obrotową n, można obliczyć dopasowany do niej posuw F.
F =
Fz * n * Z
gdzie:
f – posuw narzędzia,
fz – posuw na jedno ostrze,
Z – ilość ostrzy narzędzia,
n – obroty narzędzia lub detalu obrabianego.
|
|
Stal HSS
|
Węglik spiekany VHM
|
[m/min]
|
10 ÷ 20
|
100 ÷ 120
|
|---|---|---|
|
fz [mm/ostrze]
|
0,2 ÷ 0,4
|
0,02 ÷ 0,04
|
